咨询热线
0769-2248 6867
0769-2248 6867

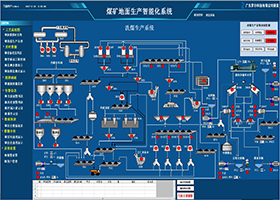
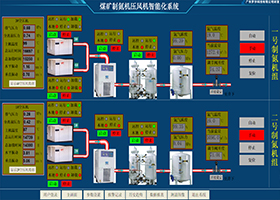
选煤厂智能化系统基于工业物联网、大数据分析、AI智能识别、PLC控制、振动频谱分析、设备全生命周期管理等技术,通过各系统协同,实现全流程智能化控制、工艺参数动态优化,提高分选精度,降低介质、药剂等损耗,推动选煤厂向高效、节能、低碳、智能化转型。
系统通过设备互联、数据驱动、智能感知、自主决策和算法优化,构建多协议融合中枢,支持多系统互联与数据融合,实现跨平台联动。

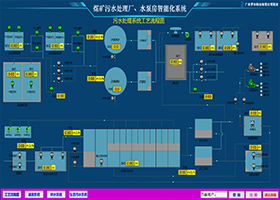
覆盖选煤厂原煤准备、重选、浮选、煤泥水处理、运输、装车各生产环节。
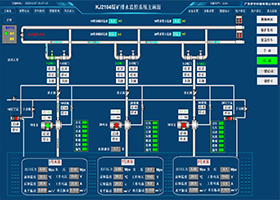
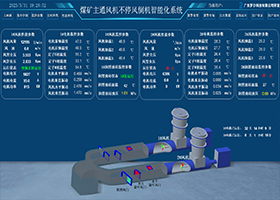
涵盖选煤厂一体化智能管控平台、全厂设备集控、AI识别、环境监测、设备全生命周期管理、设备故障预警、通讯调度、视频监控、智能停送电、变电所监控、远程在线服务等所有子系统。
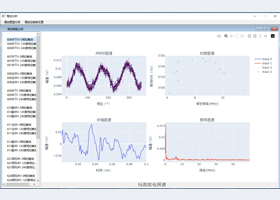
在传统PID调节基础上,采用AI大模型、高精度传感器、边缘计算等技术,建立合介密度、浮选、浓缩、压滤加药量模型,实现提前预测、动态调整,模型精度大于99%。
加持大语言模型、AI识别技术,自主发现系统中人员入侵、行为违规、大块异物、皮带机跑偏、跑冒滴漏等异常情况。
支持多系统互联与数据融合,提供多种数据接口,实现多系统跨平台联动。
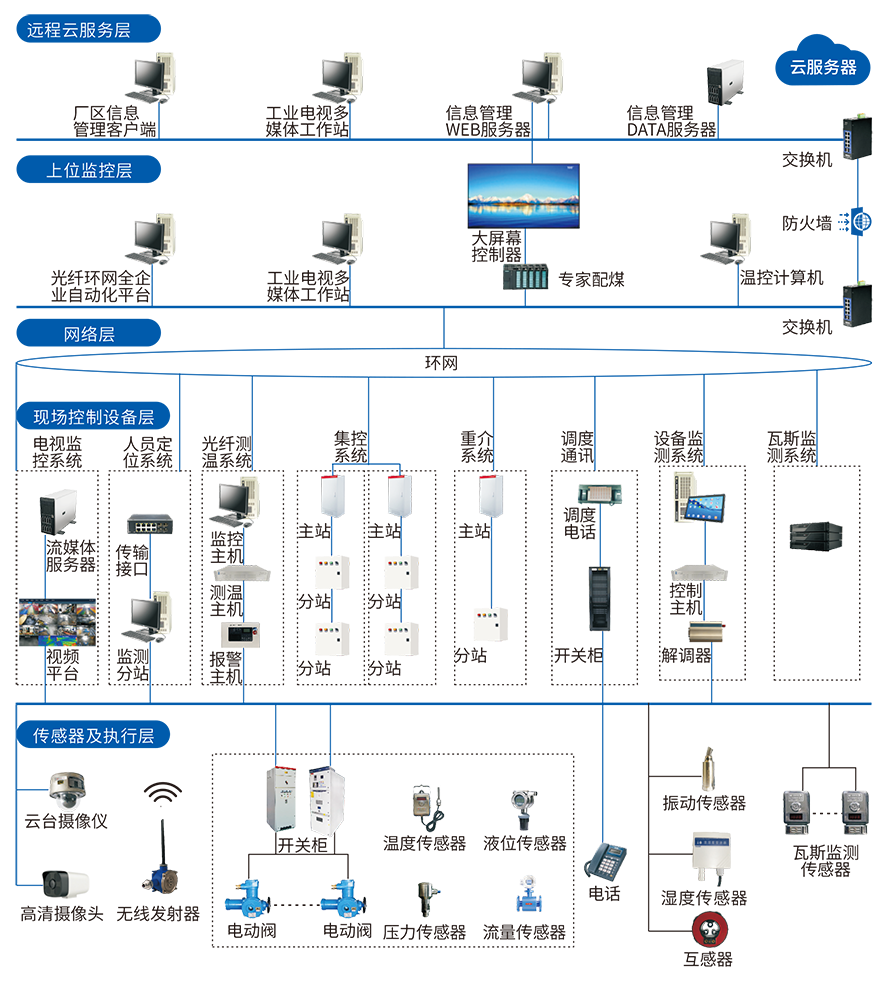
系统由远程云服务层、上位监控层、网络层、现场控制设备层、传感器及执行层组成,架构图如下:
基于深度学习架构与联邦学习技术,融合智能推理引擎与自适应学习算法,集成智感环境监测、设备精准调控、安防预警及数智化运维功能。
全流程智能化系统,降低设备空转率,杜绝突发故障。
智能PID调节,加持人工智能技术,提高选煤系统分选精度,降低重介质和各种药剂损耗。
采用罗克韦尔、西门子等知名品牌PLC,稳定可靠。
采用开放式接口协议,预留传感器、执行器扩展端口,融合物联网、AI智能识别及多系统互联等技术,强化跨平台协同能力。
系统软件功能、界面可按客户要求定制,有操作画面、实时报警、历史报警、故障状态、操作记录等功能模块,基于数字孪生技术构建全厂三维模型,实时映射设备状态与工艺参数;支持远程、自动控制、多设备协同启停及模式优先级设定;支持数据趋势分析及历史数据存储、动态拓扑图及多维报表直观展示;提供多种标准化数据接口,实现多数据融合、跨平台协作、综合管控。